



I. Mechanical pumps
The main function of the mechanical pump is to provide the necessary pre-stage vacuum for the start-up of the turbomolecular pump. Commonly used mechanical pumps include mainly vortex dry pumps, diaphragm pumps and oil sealed mechanical pumps.
Diaphragm pumps have low pumping speed and are generally used for small molecular pump sets due to the small size.
The oil-sealed mechanical pump is the most used mechanical pump in the past, characterised by large pumping speed and good ultimate vacuum, the disadvantage is the general existence of oil return, in ultra-high vacuum systems generally need to be equipped with solenoid valve (for preventing accidental power failure caused by oil return) and molecular sieve (adsorption effect).
In recent years, the more used is the scroll dry pump.The advantage is simple to use and does not return to oil, just the pumping speed and ultimate vacuum is slightly worse than that of oil-sealed mechanical pumps.
Mechanical pumps are an main source of noise and vibration in the laboratory and it is better to choose a low noise pump and place it between equipment where possible, but the latter is often not easy to achieve due to working distance restrictions.
II. Turbomolecular pumps
Turbo molecular pumps rely on high speed rotating vanes (usually around 1000 revolutions per minute) to achieve a directional flow of gas. The ratio of the pump’s exhaust pressure to the inlet pressure is called the compression ratio. The compression ratio is related to the number of stages of the pump, the speed and the type of gas, the general molecular weight of the gas compression is relatively high. The ultimate vacuum of a turbomolecular pump is generally considered to be 10-9-10-10 mbar, and in recent years, with the continuous progress of molecular pump technology, the ultimate vacuum has been further improved.
As the advantages of a turbomolecular pump are only realized in a molecular flow state (a flow state in which the average free range of the gas molecules is much greater than the maximum size of the duct cross-section), a pre-stage vacuum pump with an operating pressure of 1 to 10-2 Pa is required. Due to the high rotational speed of the vanes, the molecular pump can be damaged or destroyed by foreign objects, jitter, impact, resonance or gas shock. For beginners, the most common cause of damage is gas shock caused by operating errors. Damage to a molecular pump can also be caused by resonance triggered by a mechanical pump. This condition is relatively rare but requires special attention because it is more insidious and not easily detected.
III. Sputtering ion pump
The working principle of the sputtering ion pump is to use the ions generated by the Penning discharge to bombard the titanium plate of the cathode to form a fresh titanium film, thus adsorbing the active gases and having a certain burial effect on the inert gases as well. The advantages of sputtering ion pumps are good ultimate vacuum, no vibration, no noise, no pollution, a mature and stable process, no maintenance and at the same pumping speed (except for inert gases), their cost is much lower than molecular pumps, which makes them extremely widely used in ultra-high vacuum systems. Usually the normal operating cycle of sputtering ion pumps is more than 10 years.
Ion pumps generally need to be above 10-7 mbar to work properly (working at worse vacuums significantly reduces their lifetime) and therefore require a molecular pump set to provide a good pre-stage vacuum. It is common practice to use an ion pump + TSP in the main chamber and a small molecular pump set in the inlet chamber. When baking, open the connected insert valve and let the small molecular pump set provide the front vacuum.
It should be noted that ion pumps are less capable of adsorption of inert gases and their maximum pumping speed differs somewhat from that of molecular pumps, so that for large outgassing volumes or large amounts of inert gases, a molecular pump set is required. In addition, the ion pump generates an electromagnetic field during operation, which may interfere with particularly sensitive systems.
IV. Titanium sublimation pumps
Titanium sublimation pumps work by relying on the evaporation of metallic titanium to form a titanium film on the chamber walls for chemisorption. The advantages of titanium sublimation pumps are simple construction, low cost, easy maintenance, no radiation and no vibration noise.
Titanium sublimation pumps usually consist of 3 titanium filaments (to prevent burning off) and are used in combination with molecular or ion pumps to provide excellent hydrogen removal. They are the most important vacuum pumps in the 10-9-10-11 mbar range and are fitted in most ultra-high vacuum chambers where high vacuum levels are required.
The disadvantage of titanium sublimation pumps is the need for regular sputtering of titanium, the vacuum deteriorates by about 1-2 orders of magnitude during sputtering (within a few minutes), therefore certain chambers with specific needs require the use of NEG. also, for titanium sensitive samples/devices, care should be taken to avoid the location of the titanium sublimation pump.
V. Cryogenic pumps
Cryogenic pumps mainly rely on low temperature physical adsorption to obtain vacuum, with the advantages of high pumping speed, no pollution and high ultimate vacuum. The main factors affecting the pumping speed of cryogenic pumps are temperature and the surface area of the pump. In large molecular beam epitaxy systems, cryogenic pumps are widely used due to the high ultimate vacuum requirements.
The disadvantages of cryogenic pumps are the high consumption of liquid nitrogen and high operating costs. Systems with recirculating chillers can be used without consuming liquid nitrogen, but this brings with it the corresponding problems of energy consumption, vibration and noise. For this reason, cryogenic pumps are less commonly used in conventional laboratory equipment.
VI. Aspirator pumps (NEG)
Suction agent pump is one of the more used vacuum pumps in recent years, its advantage is the complete use of chemical adsorption, no vapour plating and electromagnetic pollution, often used in conjunction with molecular pumps to take the place of titanium sublimation pumps and sputtering ion pumps, the disadvantage is the high cost and limited number of regenerations, usually used in systems with high requirements for vacuum stability or highly sensitive to electromagnetic fields.
In addition, as the aspirator pump requires no additional power supply connection beyond the initial activation, it is also often used in large systems as an auxiliary pump to increase the pumping speed and improve the vacuum level, which can effectively simplify the system.
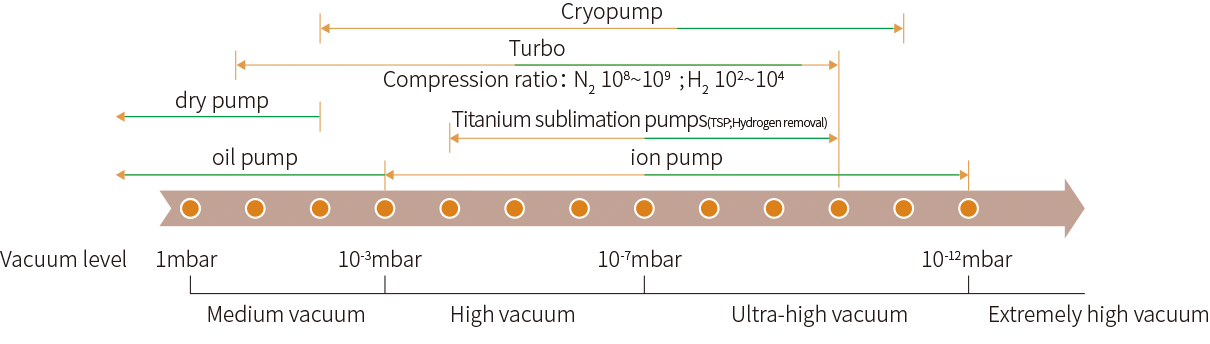
Figure :Working pressures for different types of pumps. The brown arrows show the maximum permissible operating pressure range and the bolded green parts show the common working pressure range.
Post time: Nov-18-2022